Production Management & Planning: Tomoichi Sato (Part Two)
2008.10.21
Production Management and Planning
Introduction:
An interview with Tomoichi Sato about the importantance of planning in the manufacturing industry and how the different levels of planning interact.
Profile:
Tomoichi Sato
Senior Deputy Manager, PMP (Project Management Professional)
EPC Technology Advancement Group, No. 2 Project Division
JGC Corporation
Tomoichi Sato has been serving in system analysis and project management roles for both domestic and overseas projects. He has been involved in both the design and implementation of systems for production planning, advanced scheduling, ERP, MES and e-Procurement. He is a Registered Management Consultant for Small and Medium Enterprise (PMP). Tomoichi Sato has authored a number of books including "Introduction to Advanced Production Scheduling", "The Art of Time Management", and "Understanding BOM/Bill of Materials" (in Japanese).
1981 MA. Graduate School of Tokyo University (Chemical Engineering).
1985-1986 Visiting Researcher at US East-West Center.

Please click below for Part One of the Production Management and Planning interview.
Production Management and Planning: Tomoichi Sato (Part One)
Part Two:
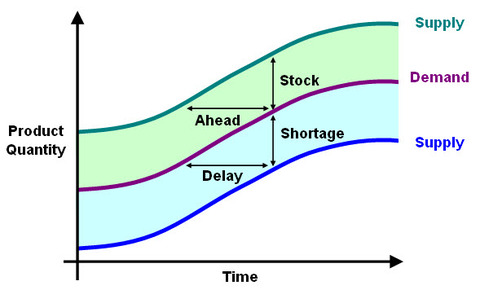
A. I'd like to point out two different things regarding your question. One thing is how do we measure the effectiveness and efficiency of this production system? The purpose of management is to make this system effective and efficient, right? Another thing is that because the core part of the production system is human, how do you make people work comfortably and happily? This is the human factor. Both of them are very important. Let me explain about efficiency and effectiveness first. In Figure 5, we have one axis as the time, and the other axis representing product quantity. We also have a cumulative curve, which represents the demand from the customers. Sometimes a steep rise may mean higher demand, and in another season there will be lower demand. There is another line for the production supply of the products. If the supply curve is above the demand curve, then what exactly does it mean? All the time that we have more supply than demand it means that we are doing things ahead from the viewpoint of time. Or, if you look at the quantity then it means that we have more stock available. How about when the supply is less than demand? If we have a shortage of supply then that means the time taken to deliver the product is being delayed. So, it's obvious that the lower supply curve is quite ineffective. Are we effective from the upper supply curve?
Q. I guess you can say that as far as your customer is concerned, having too much stock is better than having a shortage of stock, but this is going to cost you money.
A. That's right, so the best situation is to make the supply line perfectly fit the demand line. In an ideal world this would be fine but in the real world anything can happen and it does. So, normally, the supply curve is like Figure 6. Sometimes there is a shortage and sometimes there is too much stock. Thus, the goal of the production system is to match the supply curve as closely as possible to the demand curve. This is effectiveness. We can measure effectiveness in two ways, through the time line and on the quantity base. In the time line, we are referring to the lead-time. If it takes, let's say, twelve weeks from when we receive demand to when we can supply, then we can try to shorten the lead-time by moving the supply line closer to the demand. When we measure the quantity base, this is the inventory. These two ways are looking at the same situation from different perspectives. These factors represent the effectiveness of the production system. Then, what is efficiency? We call added value as the efficiency. But, what exactly is added value?

Q. To produce something, you have a cost, so the added value is what you add to that cost to make a profit. It is what you are actually generating for profit?
A. That's right. So, the added value can be defined as the sales price minus the material cost. In our production system we know the sales price. We can calculate the costs which we pay out to external parties for raw materials or electricity etc. outside of our production system. This gives added value.
Q. In this case, would external costs also include the salary of the workers?
A. No, that's a very good point. The salary of the workers is paid from the added value. Added value is a kind of GDP, gross domestic product. GDP is a summation of all of the company's added value. There is another production system, which are the companies that we buy from the raw materials from. And there is probably another company that buys our product and sells them to the customer etc. So the sales and costs are totally cancelled out and the Gross domestic product is the total of all of the company's added value. There is also a term called productivity. This is defined in management science or in accounting. Productivity is a ratio of output to input. This is very general definition. For our case, added value is the output of the production system and the input is the manpower of the human working in the production system. Conventionally, we have used headcounts. But, recently, the employment system has changed. Many workers are part-timers or self-contracted workers so instead we often use man-hours instead of headcounts. Added value productivity is the measure of productivity of the production system. This represents the efficiency of the production system. The purpose of production management is to increase effectiveness and efficiency. The second aspect is the human factor. So let's suppose you won a kind of lottery and suddenly you became a rich person, wouldn't that be nice? In such a case, what would you do?
Q. If it were I then maybe I'd spend some, and then save some.
A. One of my friends asked me, "What would you do, Sato-san, if you suddenly won 500 million dollars? That far exceeds the lifetime income of a typical worker, so that means that we don't have to worry about having an income. In such a case, which job would you choose?" "Hey, do I have to choose a job?" He said, "Yes. Because if you are simply idle or lazy then you will go crazy". He said that currently he was working for his company, which is both a consequence of some kind of coincidence and his choice, right? And, yeah, it's exactly the same for me. But, sometimes he imagines, what job would be better if he can forget about the income and he said, "It would be nice to be a train driver". The point I want to make is if I won 500 million dollars would I continue current work? Would my work still interest me? This is a very basic question, right? So, if craftsmen are working in a factory, are they still willing to continue working as craftsmen, even if they became millionaires? Probably the purpose of production management is to create a workplace so attractive that every worker would still want to continue working there even if they won the lottery. This is the human factor and this kind of human factor is unfortunately either forgotten or ignored. We must never forget that added value is only created by humans so the most important thing is to make sure that these people are comfortably and happy. If we divide the work process in to a piecemeal type of thing, like Charlie Chaplin's Modern Times, as you know, a kind of belt conveyer where you work all day then this isn't very attractive. It may be effective, or even efficient but it doesn't make people happy when working. So, the production management has two quite contradicting purposes. To make the production system both efficient and effective, and at the same time, keep the people comfortable and happy. Sometimes, in a lucky case, we can match them exactly but most often there is a tradeoff between these objectives. And even for effectiveness and efficiency there is a tradeoff as well. That's why the plant manager is required and this is only thing he has to do.
Q. So the plant manager is trying to make his factory as productive as possible, while at the same time, making sure that it's a good place for his workers to enjoy their work.
A. I think the purpose of Lean Manufacturing is to somehow meet these objectives simultaneously.
Q. In the past, when workers were cheap, it was often the case that the workers were treated badly, even in the Toyota Production System. In the beginning the workers were treated like any other machine, and that's changed now. But, is it difficult to balance the system? How do people decide which is more important? Is there a category that the plant manager should follow when trying to balance these objectives?
A. Well, the plant manager is also just one part of the whole enterprise, and someone else is driving this plant manager. What kind of measurement is used for his evaluation? This is another key but it concerns a higher issue about management, so I want go in to detail about that now.
Q. You've given us a very good example of how production management fits into the production system. Now, the next stage is the product planning itself. How does that develop within this overall hierarchy?
A. Let me put it in this way. What is planning?
Q. For example, you want to go to Tokyo on holiday. You have a goal and you have various means to achieve that goal, and so planning is to decide which of those means you use to achieve your goal. Do you want to go via the quickest route, or the cheapest route, or the most interesting route? Deciding how you want to do it with all these different factors is what you could call planning.
A. Exactly and the planning activity can be broken down into three steps. Firstly, identify tasks. From the start to the overall goal we can break down the process into controllable pieces or meaningful steps or some alternatives. So the first thing in planning is to identify tasks. The second task is to assign the resources to these tasks. The production is done by many people in a collaborative way so we have to decide which person or which production line will be used for which task? Finally, the third step is to create the timetable and in another sense this is the scheduling. These three steps are planning. In some cases, the sequence is different. It depends on which task is the bottleneck, the resource or the time. For example, if time is limited and the resources are abundant then probably as the second step we should create the timetable first and then assign the resources. But normally we first assign resources and then create the timetable. Which way is workable? It depends on the situation.
Q. You've been to many companies and taken a look at their production system and the management. Normally, which area do you have the most trouble with? When you look at a company and say, "You can do better", which area do most companies need to focus on, is there a typical problem that most companies suffer from?
A. That's a good question. In Japan, the main issue that I've been seeing is kind of a paradigm shift from let's say the 1960's or 1970's, when this country was rapidly growing. At that time the production system was producing things without being driven by demand information. And in such a case, the plant or company itself was run on the production style of make-to-stock. Now, from the 1990's to 2000 we are living in the market situation so, we are forced to shift to make to order or assemble-to-order. However, the management perspective or the management control measurement for the production system was still in the previous age, so as much as you make, is the best way. I've seen many plants and companies and the biggest thing is they did not change their mindset from the good old 1960's and 70's. All the rules and measurements of production are still set in the good old days to maximize the product quantity. However, the sales division wants different things everyday, and they change what they want every day. This is the main contradiction inside manufacturing companies.
Q. So that's why that production planning now is more important than it was before, and it will become even more important?
A. Because markets are changing. If the markets change rapidly then it's more difficult to fit a supply line to the demand of the changing market.
Q. As you mentioned, using a production scheduler can help in one of the three tasks, the creation of the timetable. However, if you don't have the overall planning in place, and you only try to use the scheduler, what problems happen? Can you try to only concentrate on the timetable without thinking about the other tasks as well?
A. In order to use the scheduler in such a way, you have to have the entire inventory for the raw materials in high stocks piles. Then all you have to do is to assemble it, right? However, suppose that you don't have any raw materials or parts, or you try to minimize that kind of inventory, and the demand is changing every day. Then, what kind of schedule can you create? The scheduler can process things only if the raw material is available at the right timing. In such a case, that bottleneck is purchasing, not the production. That's why I say, planning is so important. The planning provides a base of rough supply curve that the scheduler can fit more precisely. Without planning, you cannot make that happen. The other strategy of course is to pile up all the raw materials and parts in the warehouse, but that's not efficient any more.
Q. On the other hand, if you have a production system with really good planning, do you really need a scheduler? A lot of companies think that they have their factory planned well, and that they don't need a scheduler as well, or they can do it by hand. Is it really important that they implement a production scheduler, or is it possible to do good planning without a scheduler?
A. It depends on the situation. For example, if you have only one product, you don't need scheduler. However, the more product families you have, the more you need scheduling. Also, the quicker your markets change, the more you need scheduling.
Q. Many companies started small a long time ago, and they have slowly gotten bigger. As they've gotten bigger, the market has changed as well. Some of these companies have slowly changed their mindset, and have been able to adapt, while other companies have been very slow, and then they suddenly try to change. For those companies now, who realize that the way they're managing the factory is not appropriate, how should this kind of company go about changing the way that it manages its production? I guess they contact a company such as yours to assist. Do you have any advice for companies who need to change? What things should they consider before they change?
A. That's a very difficult question. Mindset cannot be changed in one day or even in one year. It takes a very long time, so there is no simple answer.
Q. You mentioned on a previous occasion that when you go to a company, first of all you explain the concept, and if they don't understand the concept, then you explain the method. And then if they don't understand the method, you then show them the means. And finally, if they can't implement the means, you give them a scheduler and just say, "OK. Do it like that." If they have a tool, then, even if they don't understand it, at least they have some sort of data by which they can see whether they are meeting their goals or not. Would you still suggest that as a way for a company, who can't understand? Can they can use some sort of tool or some sort of idea to change the way they think?
A. Well, I should say tactics cannot fill out a lack of strategy. So, a scheduler cannot fill out the lack of planning. A scheduler can improve some things, but the improvement is smaller, compared to the situation when they change the way of production planning.
Q. Finally, do you have any additional comments or advice that you would like to add to what we've talked about here? Maybe some companies have listened to this interview, and they think, "Oh, yes, we need to change." Or, "We agree with your system." Most of them will say, "Well, what should we do? You know, we've listened, and we agree, and we'd like to change our company." What advice would you give them for their first step?
A. We should reconsider about the measurement. Do not believe the measurement is given from the heaven. Simply having the fastest production line may not be the best measurement factor or criteria. In many cases, those measurements were set in the good old product-out days and people are still trying to fit into that measurement or that kind of direction. The most important thing is to reconsider what is the best measurement for the production system, rather than sticking to the same old measurement. What is Lean Manufacturing? What is lean? Lean means to fit the supply curve as closely as possible to the demand curve. This is something where if you are fat, you may have too much stock, right? But, stock is not the only good measurement for production system. Lower cost, this is not the only governing measurement either. If we only pursue cost reduction, then we would probably cut the salaries of all those direct workers or subcontract the work. In such a case, the cost will be reduced, but you will have forgotten the human factor and your production system will slowly deteriorate. So, please reconsider the way you measure your production. That is the starting point.
Q. When they do consider how they should be measuring the goals of the factory, then they will come to understand how they should better manage it and better plan it so that they achieve these goals.
A. That's right. The production system is a very big, complicated system, so it's quite difficult to understand in one shot. Therefore, people tend to set piecemeal measurements and drive people in piecemeal. It makes things much more complicated and worse.
Q. In a big company, when everybody has different measurements, that's when things become difficult. Is it also important that when you do decide a measurement that you make sure that it's the same measurement for everyone in the company?
A. Yes, in a consistent way.
 Tomoichi Sato is a veteran project analyst who has already published numerous books on Production Scheduling and Project Management.
Tomoichi Sato is a veteran project analyst who has already published numerous books on Production Scheduling and Project Management.End of Part Two.