Lead Time Reduction Through Production Scheduling
2008.05.12
Q. At our company, several years ago, MRP (Material Requirement Planning) made a great contribution to the management of our factory's production. However, recently the factory manager gave us the task of shortening production lead times even further, so now we are examining the computerization of our production scheduling (finite capacity scheduling).
Make Use of a Scheduler's Finite Capacity Scheduling Functionality
The Limits of MRP
A. The limits of MRP are in the way it thinks about production lead time. In MRP the time between processes is represented as fixed production lead time. First of all, let's use a production scheduler and set some simple data. (Scheduler Diagram 1)
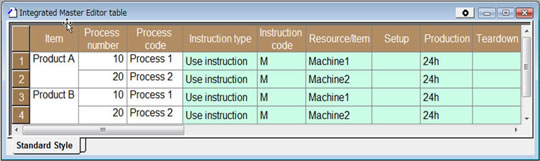 |
| Scheduler Diagram 1 - Set the master data for Infinite Capacity Scheduling. ProductA can be produced with two processes, Process 1 and Process 2. Process 1 can manufacture with Machine1 and has a production lead time of 24 hours. ProductB is set in the same way also. |
Let's input some orders into this and display the results of the production scheduler on the Gantt chart. (Scheduler Diagram 2)
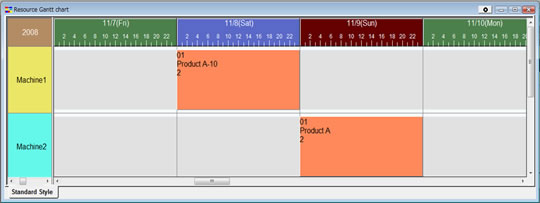 |
| Scheduler Diagram 2-Infinite Capacity Scheduling production lead time. The due date for ProductA is set to 10th Nov and Machine2 for Process 2 is scheduled for 9th Nov and Machine1 for Process 1 is scheduled for 8th Nov. If the raw materials for Item A arrive on 7th Nov then it will be in time. In reality we subtract the purchase order lead time from this and start an order for the raw materials. |
Next, add some more orders for manufactured goods ProductB with the same due date, reschedule the production plan and display the production scheduler's results on the Gantt chart. (Scheduler Diagram 3) In the same way, the time for the manufactured goods ProductB is also calculated backwards from the due date, with the production lead time for each day.
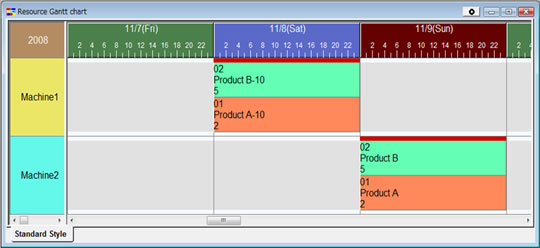 |
| Scheduler Diagram 3 - Infinite Capacity Scheduling production lead time (in the case of overlapping orders). The production scheduling result for ProductB is the same as the production scheduling result for ProductA in Scheduler Diagram 3. The result is such that as long as both Process 1 for ProductA and Process 1 for ProductB both take place within the 24 hour period for 8th Nov, then there is no problem. This is the same whether there are 10 orders or 20 orders with the same due date. |
The point to which I want to draw attention to here is that no matter how many orders there are, the results of each order's production scheduling has no effect on the other. In this way, with MRP the production scheduling ignores the fact that there are limits to the capacity of the machines and uses the rough unit of one day for the production lead times. Because of this, the increase and decrease in orders has absolutely no effect on the results of the production scheduling, in other words the production lead time. This results in unrealistic production scheduling results being made. Also materials order placement, a fundamental feature of MRP, is performed much earlier than necessary resulting in an increase in inventory. In production management terms this is called Infinite Capacity Scheduling.
Finite Capacity Scheduling
To correct this drawback with Infinite Capacity Scheduling, it is necessary to automatically adjust the production scheduling so that the machines' operation times do not overlap by accurately setting the production time of the processes. In production management terms this is called Finite Capacity Scheduling.
At this point let's set the data for Finite Capacity Scheduling. (Scheduler Diagram 4)
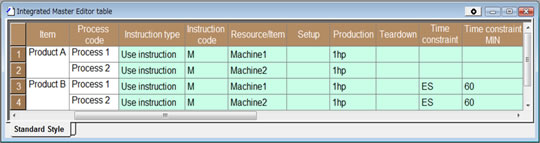 |
| Scheduler Diagram 4 - Set the master data needed for Finite Capacity Scheduling. Set the capacity values with precise unit production times. For ProductA, Process 1 takes Machine1 one hour to make one item (1hp). Set the time relationship between the processes with the Time Constraint Method and Time Constraint Time. Leave 60 minutes or more (ES 60) time open between the end of Process 1 (End) and the start of Process 2 (Start) for ProductB. |
Display the results of the production scheduler on the Gantt chart. (Scheduler Diagram 5)
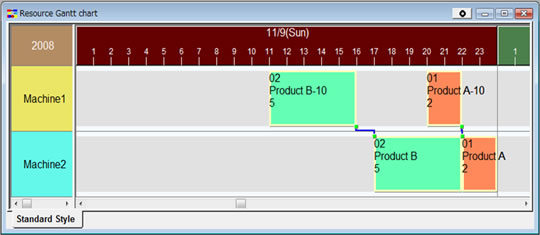 |
| Scheduler Diagram 5 - Finite Capacity Scheduling results on the Gantt chart. Set the order quantity for ProductA to 2 and the order quantity for ProductB to 5. Proportionally calculate the production time for each process using the quantity. The quantity for ProductB, Process 1 is 5 so the production time is 5 hours. The quantity for ProductA, Process 1 is 2 so the production time is 2 hours. Also, after the production for ProductB, Process 2 has finished, then ProductA's production begins. There is a 60 min period open between the end of ProductB, Process 1 and the start of Process 2. The result of Finite Capacity Scheduling is that we now know the precise start time of ProductA and ProductB so we can accurately grasp when the raw materials will be necessary. |
The overlapping in the gantt chart bars has gone. In regard to Machine1 and Machine2, only one task can be assigned for the same time. The lead time for ProductA is 2 hours (Process 1) + 2 hours (Process 2) = 4 hours, which gives an extremely short result.
In an actual factory the control of items, order of processing, the production time of all the processes, calendar, setup time, machinery, workers, molds, jigs and the volume of intermediate stock etc. involves all kinds of restrictions. The fundamental function of Finite Capacity Scheduling is to make a production schedule whilst at the same time considering about a large number of these restrictions.
From my experience, there have been cases where if you used Finite Capacity Scheduling, production lead time has drastically reduced from 2 months to 2 weeks. I heard one story about a production scheduling supervisor who was unable to report the shortened lead times because they worried that the factory manager might say "What have you been doing up to now?" At this factory also they had been using MRP (Infinite Capacity Scheduling) from several years ago.
In this way, use a more detailed setup and take into account many of the actual restriction conditions to make a production schedule with Finite Capacity. By doing so then for the first time it becomes possible to further reduce production lead times by making use of the effective resources to the full.